PROBLEMA
Tutto nasce sempre da un errore dll'operatore, magari un singolo errore è risovibile ma una serie di errori a catena rende tutto molto più difficile.
Raccontiamo la nostra esperienza:
a) Primo errore
Durante una stampa non presidiata di un distanziatore per naso per mascherina chirurgica, il pezzo era stato mal posizionato con un ponte molto aperto per cui, senza supporti, è andato tutto a ramengo creando un groviglio e un probabile - possibile intasamento dell'hotend.
b) Secondo errore
Anzichè provvedere a un controllo visivo di Nozzle e Hotend e altro, insomma una verifica attenta di quello che era successo, abbiamo girato velocemente l'oggetto in Prusa Slicer e rilanciato subito la stampa senza ulteriori analisi.
c) Terzo errore
Bisognava capire che il profilo dell'oggetto aderente al piatto era veramente esiguo e ci voleva un BRIM per garantire un minimo di presa.
d) Quarto errore
NON abbiamo sorvegliato la seconda stampa e quindi NON ci siamo accorti, se non quando era troppo tardi, che si era creato, ancora una volta, un GIGANTESCO BLOB, ce ne fossimo accorti subito probabilmente era possibile rimendiare. Blob che abbiamo rimosso seguendo questa guida ufficiale Prusa; https://youtu.be/mSmJKjibMT0
d) Quinto errore
(questo durante i primi tentativi: vedi meglio in seguito ...)
Abbiamo provato a tirare con la pinza il filamento. Qualcosa è uscito ma un successivo "carica filamento" è fallito, segno che il filamento si era spezzato internamente o che c'era ancora un intasamento.
SOLUZIONE
Come sempre, come prima cosa, trattandosi di una Prusa e quindi con una tonnellata di documentazione on-line abbiamo individuato gli argomenti che avrebbero potuto interessarci:
Si parte sempre dall'indice : Prusa Knowledge Base | Prusa Knowledgebase (prusa3d.com) si digita "otturato"
e si arriva qui: Prusa Knowledge Base | Ugello/hotend otturato (MK3S, MK2.5S) (prusa3d.com)
(ma anche qui: Prusa Knowledge Base | Rimuovere manualmente il filamento dall'estrusore (prusa3d.com)
Questa situazione di avere più documenti che sembrano risolvere il problema è un classico con la documentazione Prusa, molto spesso ci sono diverse pagine o guide o video sullo stesso argomento ed è FONDAMENTALE leggererle (=studiarle) tutte prima di procedere con quella che sembra più attinente.
La guida "Rimuovere il filamento" ci ha dato parecchie informazioni, in particolare sulla ricerca del punto esatto della rottura.
Nel nostro caso il filamento (di colore nero e questo non ci ha aiutato per niente ...) appare spezzato a filo del tubo in PTFE. Abbiamo dovuto usare una potente torcia per vedere meglio.

Nel nostro caso bisognava procdere con il metodo 2 della guida Prusa Knowledge Base | Ugello/hotend otturato (MK3S, MK2.5S) (prusa3d.com) ma, PURTROPPO, non ha funzionato.
A questo punto abbiamo proceduto con la guida "hotend otturato"
Prusa Knowledge Base | Ugello/hotend otturato (MK3S, MK2.5S) (prusa3d.com)
AVVERTENZE:
Esaminare attentamente i seguenti video:
- How to replace your JAMMED PTFE TUBE in your PRUSA i3 MK3 - YouTube
- Prusa MK3S Heat Creep PTFE Swap - YouTube
Leggere, o almeno avere a portata di mano, i seguenti "passi" del Manuale di assemblaggio:
- Passo 12: Preparazione Hotend
- Passo 13: Montaggio Hotend
- Passo19: Assemblare lo X-Carriage
- Passo 30: Controllo dell'allineamento del filamento
- e altri a seguire fino al passo 40
In generale, quando si procede a qualsiasi operazione sulla stampante, le prime volte e sopratutto se si è acquistato la stampante in kit già montata, è caldamente consigliato avere a portata il "Manuale di assemblaggio" Prusa Knowledge Base (prusa3d.com) e dare una "ripassata" alle possibili aree di intervento.
Molto utile anche la vista esplosa in 3d: utilissima per capire come è assemblata la stampante:
- https://drive.autodesk.com/de29a2648/shares/SH919a0QTf3c32634dcfcc6cdbbe7566ede1
- Cliccare su "Browser Modello" per esaminare il pezzo che ci serve
Passo 1
Il filamento era bloccato e non si riusciva a scaricarlo quindi NON si poteva efefttura il classico "Tiro a Freddo" che in genere è sempre la prima operazione da fare se il filamento si riesce comunque a inserire ed espellere ma si sospetta che ci sia un intasamento da qualche parte:
Il Cold Pull è un buon punto di partenza se si verifica un intasamento.
Se il filamento può essere caricato e scaricato senza problemi, ma causa comunque problemi durante la stampa, pulire l'interno dell'hotend utilizzando la tecnica Tiro a freddo (MK3S/MK2.5S).
Passo 2
Nel nostro caso il filamento era bloccato e nemmeno il successivo suggerimento funzionava:
"Nel caso in cui non sia possibile caricare il filamento, cercare di ammorbidire l'intasamento aumentando la temperatura dell'ugello e poi forzarlo.
Questa è una procedura simile al tiro a freddo."
In realtà seguendo questo passaggio e tirando il filamento dall'alto con una pinza questo è venuto via ma, come abbiamo scoperto dopo, in realtà si era spezzato proprio all'inzio del tubo in PTFE
Passo 3
Abbiamo allora aperto lo sportello dell'idler come indicato qui:
Aprire lo sportello dell'Idler dell'estrusore e controllare se si vede o meno il filamento spuntare fuori dal tubo di PTFE.
Se si possiede una MK3S svitare la singola vite M3x40 (vite con molla*).
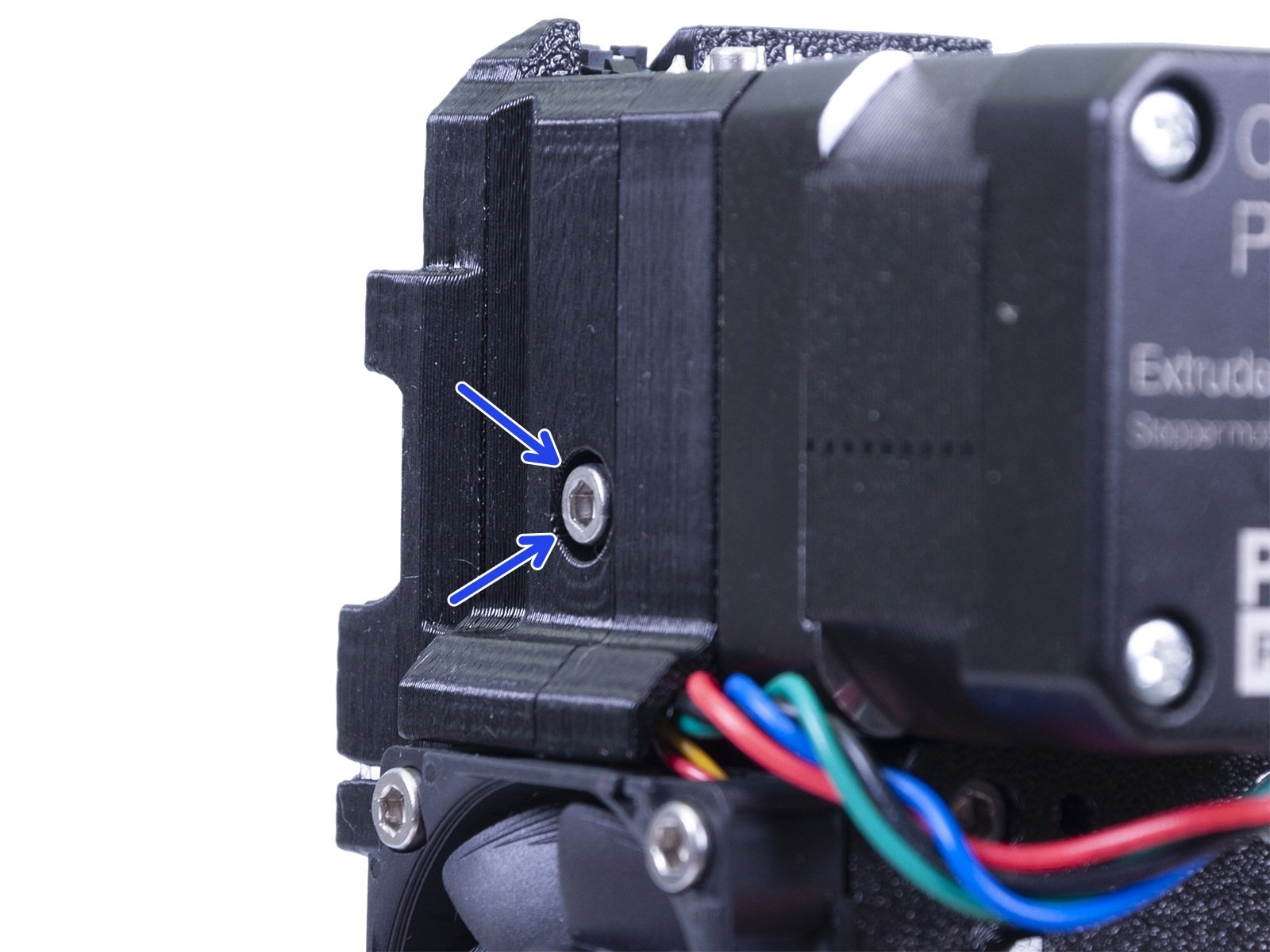{kind=link}
Dopo aver aperto lo sportello dell'idel con una brugola da 2,5 ci siamo resi conto che il filamento era spezzato proprio all'ingresso del tubo in PTFE
*Attenti a non perdere la molla dell'Idler: non fa parte del kit a corredo e bisogna ordinarla a Praga !
Abbiamo provato a riscaldare il tutto a 280°C e a provare a spingerlo da sopra con una brugola sottile, come indicato, ma senza successo e non abbiamo voluto forzare per evitare di spezzare la brugola all'interno.
Passo 4
Non ci resta altro che aprire tutto e seguire questa procedura
Prusa Knowledge Base | Come sostituire un tubo di PTFE (MK3S+/MK3S/MK2.5S/MMU2S) (prusa3d.com)
Abbiamo subito cercato il pezzo di ricambio sul sito PrusaShop (Hotend PTFE tube (MK3S+, MMU2S) | Stampanti 3D Original Prusa direttamente da Josef Prusa (prusa3d.com)) dove costa 0,74 Euro, ma, fortunatamente, ce ne sono ben 2 nel kit a corredo (sacchetto 9) della nostra Prusa, sacchetto acquistabile anche lui sul sito Prusa per 9,99 Euro (MK3S+ Fasteners (spare bag) | Stampanti 3D Original Prusa direttamente da Josef Prusa (prusa3d.com))
Anche se esiste una procedura per costruirlo da soli Prusa Knowledge Base | Come accorciare il tubo in PTFE - Stampanti Original Prusa (prusa3d.com)
{tab title="Tubo in PTFE"}
Attenzione che NON si può utilizzare un normale tubetto in PTFE tagliato visto che una delle due estremità è lavorata a svaso.

{tab title="HOT END"}

{tab title="Sacchetto 9 SPARE"}
Il contenuto del sacchetto.
Oltre a viti e bulloni, che sono abbastanza facile reperire da un ferramenta, ci sono alcuni oggetti unici;
- I due tubi in FTFE
- Una sfera di acciaio
- Due magneti

{/tabs}
Ci siamo stampati la procedura e abbiamo seguito sulla copia stampata il testo ma cliccando a video sulle immagini per averle grandi e ben chiare.
E' IMPORTANTE che la stampa sia a COLORI. Ogni sotto-fase o le indicazioni sulle foto hanno un colore corrispondente che nelle stampe in bianco e nero si perde.
In caso di stampante solo B&N avere almeno a video le istruzioni.
DIFFICOLTA'
- La nostra chiave a brugola da 2,5 mm aveva un manico eccessivamente largo che rendeva difficoltosa la manovra nei pressi della testa, meglio un cacciavite a brugola
- Non è facile comprendere, a una prima lettura, almeno per noi, come bisogna agire sul collarino nero che cinge il tubicino in PTFE sia per estrarre il tubo sia, sopratutto, per fissarlo !
- NON va pressato con delle pinze
- I video di cui sopra sono stati esplicativi e ci hanno illuminato
- Alla fine, fatto il test generale. ci dava errore di altezza non corretta
- FONDAMENTALE eseguire SEMPRE un Autotest dopo qualsiasi operazione (noi lo facciamo anche dopo il cambio Nozzle!)
- Guardando bene (anche le foto) ci siamo accorti che l'Hotend, probabilmente mentre fissavamo le viti dietro alla testa, ci è scivolato verso il basso di quasi 1 cm !!
- FONDAMENTALE è fare/avere delle foto della testa e di altri particolari della stampante quando funziona PERFETTAMENTE per confrontrali quando qualcosa non quadra
- Avere TRE mani e occhi multipli a PERISCOPIO sarebbe utile, ma visto che la natura non lo ha ritenuto necessario, è decisamente meglio essere in due !
- Questa volta abbiamo aperto TUTTA la testa (mente le istruzioni ci dicevano di aprirla solo parzialmente) e abbiamo collocato correttamnente l'Hotend nella sua sede
- Rifatto AutoTest = TUTTO OK
- Stampato qualche piccolo oggetto = TUTTO OK
Grazie (Jeff) Prusa